

便攜式激光小孔法殘余應力分析儀
- 更新日期:2024-09-23
- 訪問次數:1251
便攜式激光小孔法殘余應力分析儀主要應用領域:航天、航空、船舶、電力、石油化工、鍋爐壓力容器、冶金、機械制造、核工業、石油、科研機構、大學等。
鉆孔是常用的應力釋放技術測量殘余應力的方法。 通過在材料感興趣區域鉆一個小盲孔,小孔周圍會自發地建立一個新的應力平衡。 這導致了孔附近表面的位移,通常要使用應變計測量。棱鏡測量這些位移使用光學干涉儀。 然后測量的位移用于計算鉆孔之前體積中存在的應力。
便攜式激光小孔法殘余應力分析儀測量過程
常規測量程序是,首先確定被測表面,即孔深的位置。激光小孔法通過一種電接觸方法,鉆頭開始向零件移動,直到開始切割它并接觸鉆頭和零件。或者,視覺可使用表面檢測。用戶可設置鉆孔深度列表并開始數據采集。單位鉆孔步驟始終自動執行。表面的激光圖像會在每個鉆孔步驟后進行傳輸。同時,附加用于定義孔位置和圖像比例的附加圖像。
測量原理
鉆孔法涉及五個主要方面:
1.鉆孔前圖像采集
2.鉆孔
3.鉆孔后圖像采集
4.表面變形計算
5.根據數據評估殘余應力
軟件(PrismS)管理
激光小孔法殘余應力分析儀測量程序,數據收集和分析。可以進行鉆孔和成像以手動控制的步驟執行或作為一個*自動化的過程。
便攜式激光小孔法殘余應力分析儀主要應用領域:航天、航空、汽車制造、3D打印材料、船舶、電力、石油化工、鍋爐壓力容器、冶金、機械制造、核工業、石油、科研機構、大學等。
應力結果
計算樣本坐標系(水平和垂直方向)和剪切應力以及主應力方向的應力值。對于深度剖面,應力可使用積分法的兩種不同方法進行計算。Tikhonov規范化是可選的。
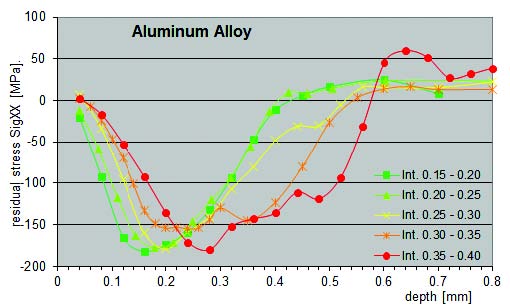
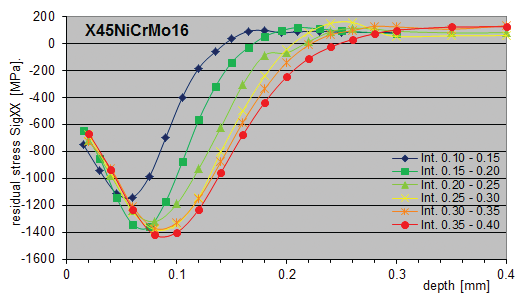
兩種不同強度材料的噴丸測量實例:鋁(左)和工具鋼(右)
Prism鉆孔系統可用于多種晶體和非晶體以及單相和多相材料。 需要進入測量位置進行垂直鉆孔和照明。孔尺寸范圍是0.5-3mm(0.02-0.12英寸)。
表面處理過的零件(例如噴丸處理)
鑄件(例如渦輪機葉輪,發動機缸體)
塑料制品
陶瓷